設計準則:澆鑄成型
我們的鎂合金壓鑄成型基本準則包括重要的設計考慮因素,以幫助提高零件的可模塑性,改善外觀并減少總體生產時間。
尺寸
最大尺寸
| 尺寸 | 60 cm. x 40 cm. x 15 cm. |
|---|---|
| 卷 | 1575 c㎡. |
| 深度 | 從分型線起15cm |
| 如果分型線可以穿過零件的中部,則最大為20cm。 | |
| 預計模具面積 | 250 c㎡ |
| 尺寸 | 600mm x 400mm x 150mm |
|---|---|
| 卷 | 150mm |
|
深度 |
離分型線150mm |
| 如果分型線可以穿過零件的中部,則最大可達200mm | |
| 預計模具面積 | 2500 m㎡ |
如果分型線可以穿過零件的中部,則最大可達200mm


用料

表面處理
| 工藝 | 描述 |
|---|---|
| 化學處理 | 鈍化、微弧氧化、氧化黑、噴漆、噴粉、噴砂 |
| 電力處理 | 陽極氧化、電鍍,金色導電、電泳 |
| 機械處理 | 打磨、拋光、拉絲、鐳雕、絲印 |
客戶提供的編號和客戶提供的零件樣品上提供了自定義顏色匹配。
模具紋理化 將行業標準紋理應用于模具,您可以期望獲得與模具技術相同的效果。
螺紋嵌件 可通過二次熱熔和超聲焊接工藝實現。
移印 將二維圖像(如公司徽標)轉移到三維對象上。
激光雕刻 應用于模具或直接應用于最終零件以獲取諸如零件編號之類的信息。
基本組裝 包括將我們制造的模制零件緊固在一起和/或將標簽粘貼到單獨包裝的零件上。



草案
| 垂直面 |
0.5° |
|---|---|
| 大多數情況 |
2° |
| 最低關閉 | 3° |
| 最低光紋理(PM-T1) | 3° |
| 最低光紋理(PM-T2) | 5°+ |
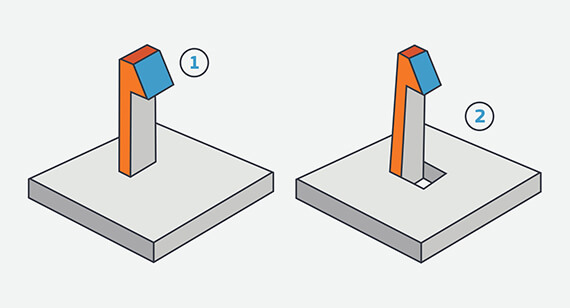
咬邊
?最大側面鐵芯尺寸
| 寬度 | 高度 | 長度 |
|---|---|---|
| < 21.3 cm. | < 6.88cm. | <?0.366 cm. |
最大側面鐵芯尺寸
| 寬度 | 高度 |
長度 |
|---|---|---|
| <?213.00mm | <?60.88mm | <3.66mm |
室壁厚度
用料
| 材料 | 最小的壁厚 |
|---|---|
| AZ91D | 1100mm x 800mm x 500mm |
| ZK61 | 1100mm x 800mm x 500mm |
| AZ31 | 1100mm x 800mm x 500mm |
| AZ61 | 1100mm x 800mm x 500mm |
| AM60 | 1100mm x 800mm x 500mm |
| 其他材料 | 1100mm x 800mm x 500mm |
| 客戶提供材料 | 1100mm x 800mm x 500mm |
* 該表改編自 www.cyanbat.com.
|
材料 |
最小的壁厚 |
|---|---|
| AZ91D | 10mm x 20mm x20mm |
| ZK61 | 10mm x 20mm x20mm |
| AZ31 | 10mm x 20mm x20mm |
| AZ61 | 10mm x 20mm x20mm |
| AM60 | 10mm x 20mm x20mm |
| 其他材料 | 10mm x 20mm x20mm |
| 客戶提供材料 | 10mm x 20mm x20mm |
* 該表改編自 www.cyanbat.com.
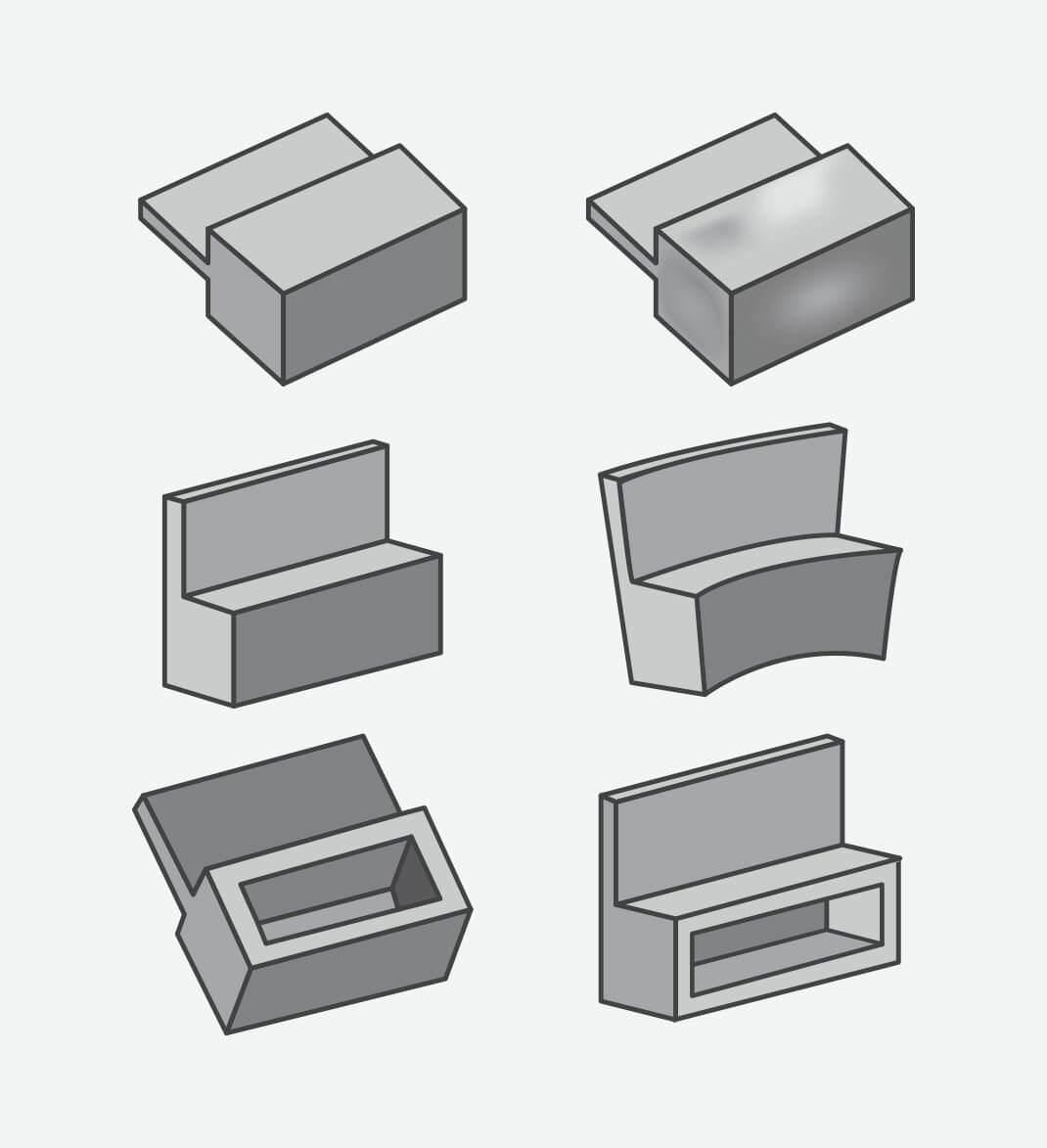
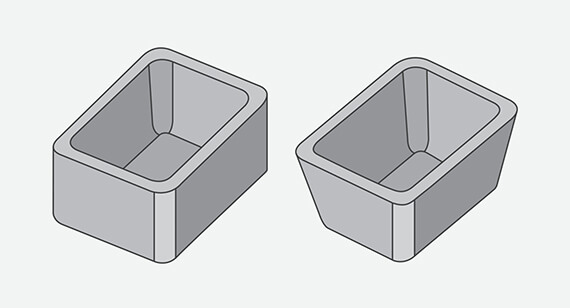
第一行:設計有較厚特征的零件,成型后所得的水槽。中排:顯示了設計為具有較厚特征的零件。
最下面:演示了如何去掉較厚的特征以幫助創建好的成型的零件。
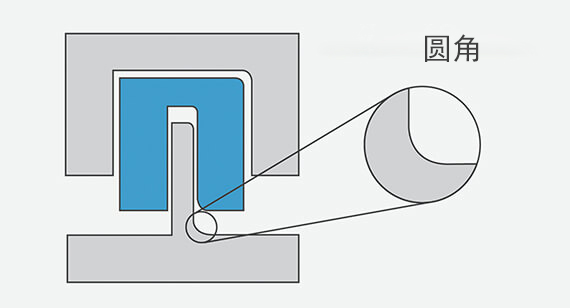
半徑
由于我們使用自動CNC銑削工藝來制造零件模具,因此某些零件的角部將具有半徑而不是銳利的邊緣。這通常不需要更改模型,但是可以在銑削模具之前確定產生的半徑。